For years woodworkers relied on the best table saws or radial-arm saws for their most accurate machine-made miters and crosscuts. When miter saws first came along, they were crude affairs and not readily adopted by those who valued accuracy over portability. For job site carpentry, these tools were great time savers. However, it took quite a few years for woodworkers to open their shop doors to these portable saws. To get the most out of these tools, you need the best thin-kerf miter saw blades available.
Today, a quality modern miter saw is the go-to tool for fine crosscutting, miter cuts, and compound angle (simultaneous miter and bevel) cuts. And according to industry figures, 12-inch miter saws have overtaken 10-inch saws as the tool of choice for professionals. This holds true both on the job site and in the shop.
Editor’s Note: Check out our best miter saw article for our top recommendations.
Why Use a Fine Finish Blade?
To achieve the smoothest miter saw cuts for furniture building, cabinetmaking, and trim work, you need a blade with a lot of teeth. A stock 12-inch blade typically has 32 teeth. A good trim blade commonly has 80. We opted for the finest-cutting 90 to 100 tooth blades available to seek out the ultimate in miter saw results.
Limitations of Extra-Fine Tooth Thin Kerf Miter Saw Blades
Blades with densely packed teeth make the smoothest cuts. Typically, these blades are limited to cutting hardwoods 1-1/2 inches thick or less. With so many teeth engaged in a cut, there is a lot of friction. In addition, the small gullets of such closely spaced teeth eject sawdust slowly. The deeper the cut, the slower the progress and the greater the heat build-up. You can only cut as fast as the blade allows. In deep cuts that may not be fast enough to outrun burning.

Why Thin Kerf Blades?
While it’s generally true that the thickest and most massive blades provide the most stability in a cut, heavy full-kerf blades are not best suited for the short on-and-off cutting action of a miter saw. Bringing a lighter blade up to speed and quickly stopping it with the motor brake is much easier on your saw. This lets users move a little faster while cutting. Thin blades also use less power while cutting. This is great news for underpowered saws or guys on the job sharing a 20 amp circuit with three other trades.
Because of these benefits (and a somewhat lower cost), thin kerf miter saw blades are growing in popularity. The downside to these thinner blades is that they can deflect and wander in a cut more easily. This particularly affects bevel cuts negatively. According to my blade sharpening consultant, this effect is exacerbated as these blades begin to dull. That’s the reason many industrial users don’t use them.
ATB, ATB+R, ATAF, WTF?
To achieve the smoothest miter saw cuts for furniture building, cabinetmaking, and trim work, you need a blade with lots of teeth.
The anatomy of a miter saw blade is fairly simple. It’s the alphabet soup of abbreviations that makes it seem so technical. For extra-fine crosscutting blades intended for solid wood (like those in the test), alternate top bevel (ATB) designs are the best.
Different ATB designs may have raker teeth, pointier high-bevel angle teeth, or angled face teeth. All remain variants of the basic ATB which cuts the outside edges of the kerf first before scooping out the middle. This action scores the wood before any chips are scraped out. It leaves the cleanest surfaces along the top edges of the cut. Hi-ATB teeth with sharper angled tops score deeper to prevent chip-out in fragile materials such as veneered plywood and MDF.
What is a Raker Tooth?
Rakers are symmetrical, flat-topped teeth that clean out the wood between the grooves made by the right and left angled teeth. They are always set lower than the angled teeth. Rakers may be placed between every set or every other set of ATB teeth. Blades, therefore, designate them as (2+1) or (4+1) respectively.
The final twist on ATB tooth design is the alternate face design. Also known as a shear face, the tooth is skewed with the tallest side forward. This engages the wood at a sharper angle for a shearing cut along the side of the kerf.
Blade Anatomy Defined
- ATB: Alternate Top Bevel
- Hi-ATB: Alternate Top Bevel with High bevel angle teeth
- ATB+R: Alternate Top Bevel with Raker
- ATAF: Alternate Top bevel and Alternate Face angles
All the (Blade) Angles
The most relevant tooth angles to know are the rake (or hook) angle, the top bevel angle, and the face angle. The rake angle is the orientation of the face of the tooth in relation to a radial line drawn through the center of the blade (like the spoke of a wheel). A tooth parallel to this radial line has a 0-degree rake angle. Positive rake angle teeth take a more aggressive bite and cut faster with less feed pressure.
Negative angle teeth make more of a scraping cut that is slower and requires more feed pressure. They reduce the likelihood of tear-out in the cut surfaces. Most extra-fine ATB crosscutting blades have very low or negative rake angles for smooth cutting.
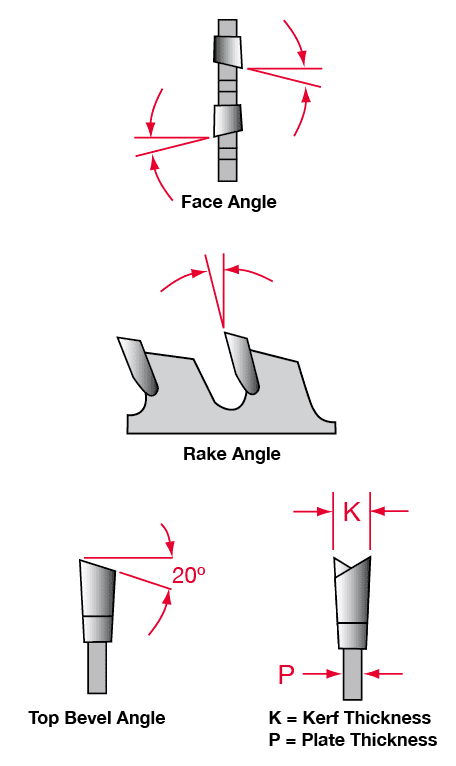
The top bevel angle is the angle across the top of a tooth when viewed straight on from the front. Bevel angles of 30 degrees and higher usually constitute high ATB teeth. The steeper the teeth, the better the scoring action on either side of the cut. This also results in the tip of the tooth dulling sooner. Also, the amount of unsupported carbide on a steep tip may require a manufacturer to make it out of softer, more impact resistant carbide that will dull even faster.
The face angle is the angle of the tooth when viewed from above. Standard teeth are perpendicular to the blade plate while shear face teeth are skewed alternately to the left and right.
Other Thin Kerf Blade Features
The story of a blade is pretty simple: it’s mostly about the teeth. But there are a few other features to consider. Blade coatings such as Teflon (PTFE), powder coating, or even chrome serve two functions. Besides warding off corrosion, the slick surfaces don’t allow pitch to adhere as easily and are quick to wipe clean.

Noise suppression slots are the laser-cut zigzags apparent in the plates of many blades. They are designed to capture vibration and absorb the sound of a blade screaming through wood. Slots filled with polymer dampen blades more effectively than those left open. We could at least sample this when rung manually—I wasn’t keen on listening for differences in use!
As far as I’m concerned, all of the blades are capable of contributing to progressive hearing loss. To combat this, I wore ear protection while cutting. A downside of slotted blades is that perforated material that gets bent out can’t be bent back in without cracking (and thus ruining) the blade. One other complaint is that slotted blades can never again be flattened or tensioned during their serviceable life as solid plate blades can.
Testing the Best Thin Kerf Miter Saw Blades
I used a 12-inch Hitachi C12FDH miter saw as my testing rig. This saw earned high marks in a past tool test I was involved in. I deliberately chose a non-sliding miter saw to eliminate any extra play in the saw’s mechanism. That would make it harder for me to analyze the cutting results of the blades independent of the tool. Since I was testing on average trim-sized materials, the chop-action-only saw was the right tool for the job anyway.
To evaluate cut quality, I ran each blade through a circuit of crosscuts and miter cuts. We used a variety of materials of different dimensions and thicknesses. With cuts made in the same order and carefully labeled, I ended up with over 20 individual sample pieces for each blade. I later scrutinized those under a raking light.
Testing Hardwoods
Hard maple and cherry provided me the finest view of scratch patterns and the best check of a blade’s propensity for burning. The ring-porous structure of white oak allowed the best evaluation of a blade’s sharpness along the end of a cut. Veneer-covered plywood and MDF strips accentuated clean cuts along a kerf’s top edge. Lacquered beech, maple, and Baltic birch plywood made it easy to look for chipping along a brittle finished edge.

I also ran the saws through materials without regard to the resulting cutoffs just to rate the feed pressure and smoothness of cut. It also helped me better characterize the overall experience of cutting with each blade. After the sawdust settled, I had the owner of a respected professional sharpening business come over to lend his expertise. I also brought in a friend of mine who is a furniture builder and cabinetmaker of some acclaim. Adding these guys’ opinions to mine made for a well-rounded take on these blades. I could write a book…
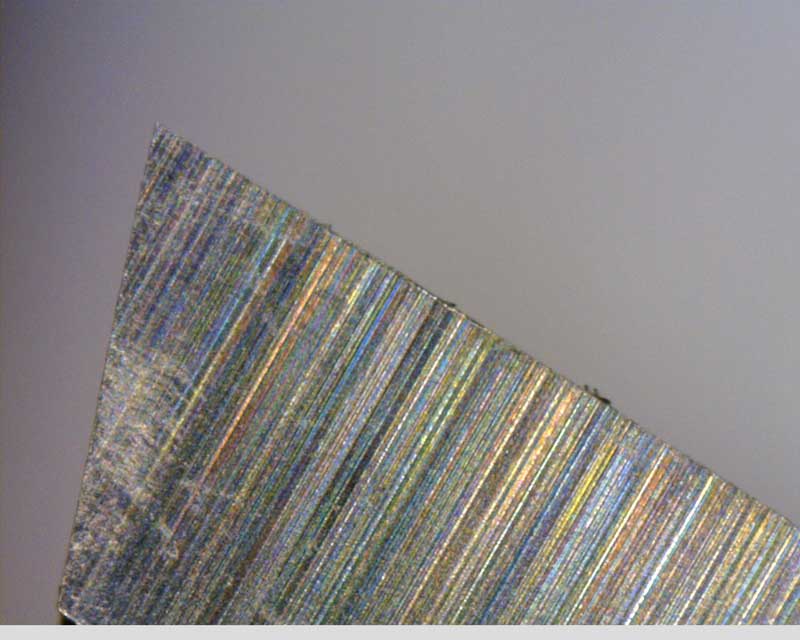
Microscopic Inspection
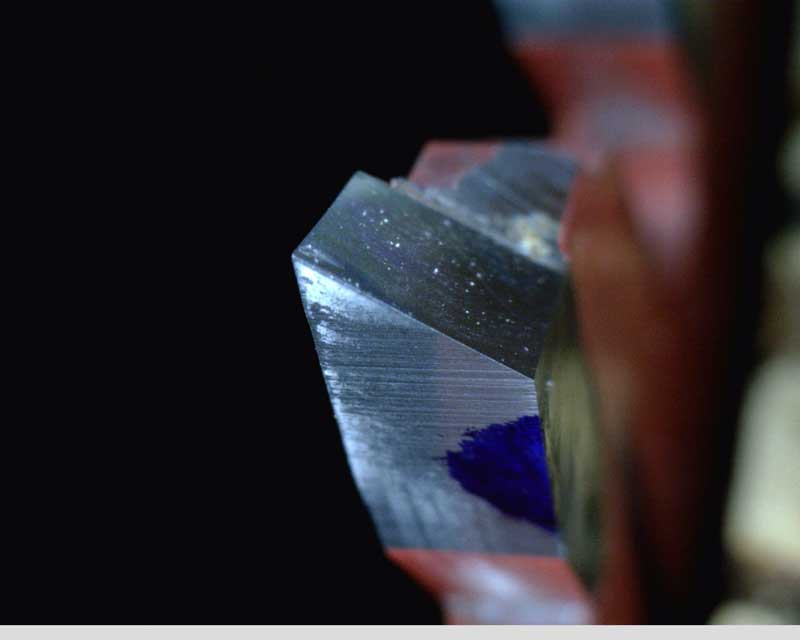
Before and after testing I took microscopic photos of the sides, faces, and top edges of a few chosen teeth on each blade using a high-resolution USB microscope. I was trying to detect any early wear to use as a predictor of edge longevity. Unfortunately, I didn’t make enough cuts to see any difference. My blade sharpening consultant estimated that each blade could likely crosscut 2,000 feet of hardwood trim before needing sharpening. That’s a considerable amount of mileage—far more than I managed to put on each.
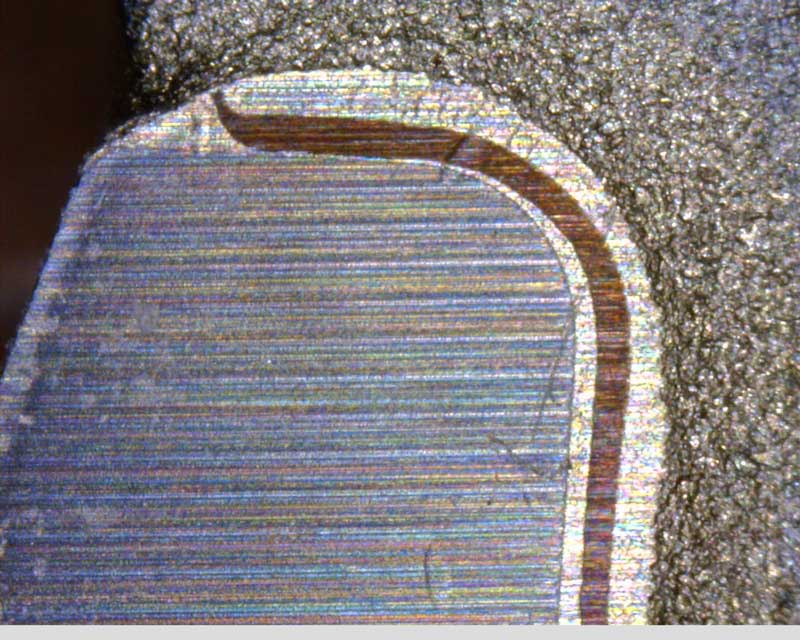
However, the microscope gave me a great close-up look at individual carbide teeth and their brazes while teaching me a lot about cutting tooth geometry.
Best Thin Kerf Miter Saw Blades Results
In general, it is safe to say that you can achieve an acceptably fine cut with any of these blades. This especially holds true with new blades. The quality of their construction and components will become more evident as each blade ages. Nearly every blade comes with a dozen sharpenings worth of carbide. Some may not be worth the $250 investment that represents over their lifetime.
The apparent quality, advanced features, and exceptional cutting performance of the Forrest, Freud, and Tenryu blades impressed us the most. They seemed to represent the best investments of lasting value a serious craftsman could make. If you want the best thin kerf miter saw blade, start there.
Thanks to Tim Lancaster of Precision Knife and Tool in Fort Collins, CO. for sharing his expertise on the finer points of saw blades.
And thanks to my friend and furniture artisan Peter Glass for sharing his perspective on evaluating cut quality in a variety of woods. www.peterglasswoodworks.com
Sawing Tips
Sure the saw and the blade do most of the work, but being a conscientious saw operator is important if you want to achieve the smoothest and safest cuts. Here are a few essential tips.
Set up your saw for success.
It all starts with the fence. With a reliable straightedge, check that the left and right fence sections are coplanar—a lack of support on either side of your workpiece will lead to vibration and dangerous cuts. Next, check every few inches along the fence with a precise square to make sure the fence surfaces are perpendicular to the saw’s table. With the fence tightened in position, square the blade to the fence and calibrate the 0-degree marker on your miter scale to this position. Then do the same with the bevel setting while squaring the blade with the saw’s table. If the plastic insert at the center of the table is not flush with the surrounding metal surface, you must shim up the insert. If left uneven, short or flexible stock will tilt down during a cut, binding the blade and burning the cut.
Make a zero clearance cutting surface.
I have made zero clearance table inserts out of hardboard in the past, but it is fussy work to cut them to shape, and even harder to shim them flush. Plus it still left the side of the work toward the fence unsupported and prone to splintery blowout. Now if I need the smoothest possible cuts, I attach strips of hardboard to the fence and to the table with double-sided tape, covering just enough area to fully support the stock I am cutting. The downside is that you need to replace the strips when you change the miter angle, but I find that I am usually making either straight or mitered cuts for a project, rarely switching between both.
Never let the teeth touch the work twice.
Careless cutting technique is the cause of the two biggest problems associated with miter saws: ragged edges at the top of a cut and small cutoff pieces sent airborne by the blade. Follow this simple advice to avoid both. When you complete a cut, hold the saw head down until the blade comes to a full stop. Since the teeth are wider than the blade plate, no part of the saw blade should touch the work as the saw winds down.
It is only when the spinning teeth are brought back up into contact with the wood that the top edge is raked upward and small cutoffs leaning against the blade are caught by the teeth and violently catapulted. If you have a substantial cutoff piece remaining you can raise the saw head with the blade in motion. Just slide the finished cut piece away from the blade first.
Best Thin Kerf Blades Results

CMT Industrial Thin Kerf
Model: 255.096.12
The I.T.K. (Industrial Thin Kerf) Fine Finish blade is part of the mid-grade line from this Italian blade company.
- Noise/vibration suppression: 3 open slots, Fair dampening effect
- Flatness: Very Good
- Cut quality: Notable scratch lines and some irregular marks on end grain. The irregular marks seem attributable to vibration.
- Price: $75.32
Summary: A decent, true Hi-ATB blade that can be found for a very good price online – perhaps the least expensive blade tested.

Diablo (by Freud)
Model: D12100X
The Ultimate Flawless Finish blade from Diablo-Freud’s value-oriented construction product line.
- Coating: aluminum-based PTFE
- Noise/vibration suppression: 4 half-filled slots, Good dampening effect
- Flatness: Good (maximum .003” dip near perimeter)
- Cut quality: Light scratch lines and some irregular marks on end grain, more on miters. The irregular marks seem attributable to vibration.
- Price: $54
Summary: With the most aggressive rake angle in the test, this blade tended to grab at workpieces more readily than other blades. The shear face design is a nice feature for a blade in this low price range.

DeWalt Woodworking
Model: DW7650
From DeWalt’s top end Woodworking blade line.
- Noise/vibration suppression: 3 open slots, Very Good dampening effect
- Flatness: Good (maximum .002″ dip near center)
- Cut quality: Light scratch lines on end grain, more on miters
- Price: $76
Summary: This classic styled uncoated blade has the largest carbide teeth by far – both thicker and taller than any others in the test. For the average overall results it posted, however, it is on the expensive side.

Forrest Signature Line Chopmaster
Model: CM12905115
A premium product from the brand to be sure, but not their most expensive thin kerf miter saw blade.
- Noise/vibration suppression: None
- Flatness: Very Good
- Cut quality: Very smooth. Slight burning on some cherry.
- Price: $207
Summary: A quality heavy-duty blade with old-school sensibilities. Built to be serviced like a classic car, the non-perforated blade plate can be re-flattened if it ever goes out of true. And though the plate thickness is listed as .095”, skin grinding done to flatten the plate sides mean that individual blades may vary. Ours measured .088″. The blade is notably loud in use, but the cutting results are among the very best. The highest-priced blade in the test.

Freud Industrial
Model: LU74R012
Named the Thin Kerf Ultimate Cutoff blade.
- Coating: aluminum-based PTFE
- Noise/vibration suppression: 8 half-filled slots, Very Good dampening effect
- Flatness: Good (maximum .003” dip near center)
- Cut quality: Notable scratch lines on end grain
- Price: $92
Summary: Good features and construction, but didn’t wow us like its Hi-ATB brandmate. This blade features a special side grind with a tiny “bumper” along the edge of the tooth designed to rub against the edge of the cut and burnish the wood smooth.

Freud Industrial
Model: LU79R012
Named the Thin Kerf Ultimate Plywood & Melamine blade due to its Hi-ATB tooth grind.
- Coating: aluminum-based PTFE
- Noise/vibration suppression: 8 half-filled slots, Excellent dampening effect with very slight vibration
- Flatness: Very Good
- Cut quality: Very light scratch lines on end grain, more on miters
- Price: $91
Summary: A real standout blade in the test and the favorite pick of my furniture builder friend. This Hi-ATB shear face design combines high-performance, quality features, and a modest price – it’s everything you need.
Irwin Marples
Model: 1807385
The Marples branding was recently dusted off by Irwin and put on their premium blade line.
- Coating: PTFE with aluminum
- Noise/vibration suppression: 4 open slots, Poor dampening effect
- Flatness: Fair (maximum .004” dip near center)
- Cut quality: Very light scratch lines on end grain, but the blade left burns on the right side of all the miter cuts. The blade also left burns at the top of thick pieces to the left side which I believe is due to rubbing on the incredibly thick printed-on labels.
- Price: $81.71
Summary: Kind of a hit or miss proposition, this blade does some things well, but not enough to be as competitive as it could be.

Tenryu Miter-Pro
Model: MP-305100AB
The Miter-Pro line is the brand’s more substantial thin kerf offering, designed for better bevel cuts in trim work.
Coating: dull chromed
- Noise/vibration suppression: 5 fully-filled slots, Excellent dampening effect with virtually no vibration
- Flatness: Fair (maximum .005” dip near center)
- Cut quality: Very smooth – just the faintest scratch lines on end grain
- Price: $155
Summary: High tech and high performance sums up this premium shear face blade. The vibration suppression slots are filled all the way through with a polymer to make the blade almost vibration-free. Tapping the blade with a scrap of wood sounds like tapping on a countertop—the dampening effect is really amazing. On the pricy side though.

Tenryu Silencer
Model: SL-305100
One of the brand new coated blades in the brand’s less-expensive Silencer line.
Coating: PTFE
- Noise/vibration suppression: 10 fully-filled slots, Excellent dampening effect with virtually no vibration
- Flatness: Fair (maximum .004” dip near center)
- Cut quality: Very smooth – just the faintest scratch lines on end grain, and the smoothest miter cuts of all
- Price: $92.40
Summary: Like the pricier Miter-Pro, this blade shares great cutting results and highly effective vibration-dampening technology. One downside – the tiny carbide teeth are only 2/3 the size of the average tooth in the test. That will force this blade into early retirement after a lot fewer sharpenings. However, this blade boasts amazing cut quality for the price.