It can take quite a while to become proficient at the art and science of welding. First, a welder must develop technical skills for the craft itself. Next, he or she also has to understand the constraints of material type, size, location, power source, budget, and more. In the end, fabricating metal is practical, satisfying, and (potentially) lucrative. When starting out, often the first question we hear is: When comparing MIG, TIG, or Stick welding – which is best?
The short answer is—it depends. We walk you through the key aspects of MIG, TIG, and Stick welding to help you understand the various conditions where you might choose each process. We also address the Pros and Cons for each.
Welding: It’s a Gas
All welding processes use electrodes, filler rod, and shielding gases to create a temporary atmosphere conducive to a strong weld. But welding processes differ in electrode consumption, filler material and source, and the gas (and its delivery) to the welding area. In short—there exist many ways to arc metal with high-current electricity to soften it up and fill it back in.
Stick or Shielded Metal Arc Welding (SMAW)
Stick welding is a rudimentary process. It’s also relatively cheap and easy to master. This process forms the starting point for many new or hobbyist welders to learn the welding craft.
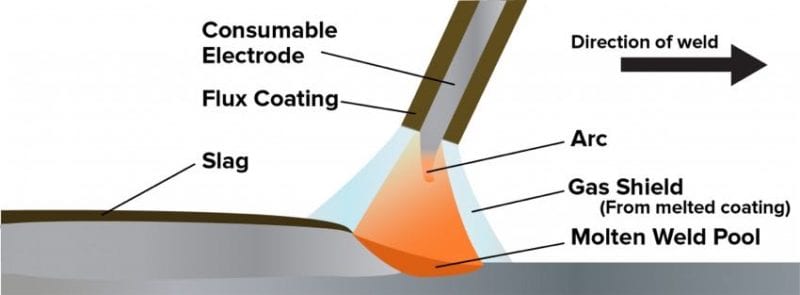
We call stick welding “rudimentary” because the welder only needs to choose the appropriate electrode and amperage. Every welding process requires shielding gas. In the case of stick welding, or the SMAW process, the consumable electrode rod provides this. The rod is coated by flux which, when ignited by the arc, creates the shielding gas. The electrode then becomes the molten metal that hardens into a bead.

You can do a lot with stick welding—especially with some practice. Stick welding also works for contaminated or dirty materials (with the proper electrode selection). You can also use this process with both AC and DC power. It is, however, messy. Stick welding creates smoke, spatter, and slag which takes some time and effort to clean up.
We also find stick welding sub-optimal for really thin or really thick materials—or any type of aluminum. The best illustration we’ve found comes from the IOC website:
MIG or Metal Inert Gas aka Gas Metal Arc Welding (GMAW)
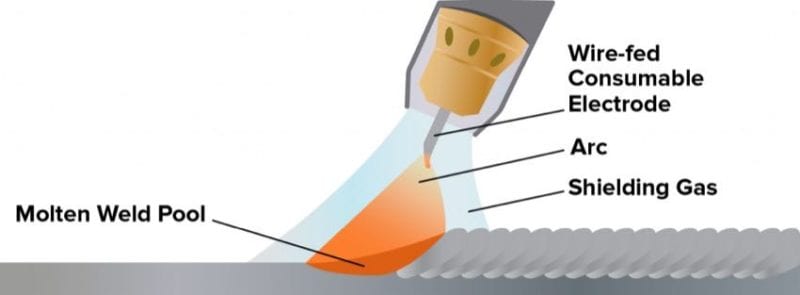
MIG is a bit more complicated because the welder chooses not only the electrode and amperage but also the voltage, wire speed, and shielding gas. The MIG welding process also becomes more expensive than stick welding because you deliver the shielding gas from tanks. These typically use a 75/25 Argon/Carbon Dioxide mix. The consumable electrode also gets wire-fed from a spool located within most welding machines.
Managing the wire, the wire feed speed, gas, amperage, and voltage seems like a lot. In the end, practice and experience can get you up to speed making some professional-looking welds using the MIG welding process.

Those new to welding can actually become proficient at DC-powered MIG welding in a relatively short amount of time. This process doesn’t result in nearly the amount of smoke, slag, and spatter of Stick welding. That means less clean-up. In comparing MIG, TIG, and Stick welding, clean-up definitely falls into the equation.
Welders can also work quickly with the MIG gun’s fast travel speed. MIG also works well for thinner material. However, with MIG welding, your material must be a lot cleaner than with Stick welding. Of course, we always recommend working on clean material—don’t be lazy!
MIG can be difficult to use outside because the wind can blow away the shielding gas, resulting in a compromised weld. For this reason, sometimes it’s appropriate to use a flux core wire electrode on the MIG’s spool. This approximates the flux electrode found in Stick welding. In this way, a welder can forego the gas tanks and rely on the flux to shield the welding process.
TIG or Tungsten Inert Gas aka Gas Tungsten Arc Welding (GTAW)
TIG welding has the most variables, requires the most skill, and is the most expensive of all welding processes by far. We also find it the most versatile welding process for its ability to weld the most metal thicknesses and types. That includes aluminum, making it appropriate for lots of automotive work. It’s also used for art and any welds where the results will be highly visible when finished. This has to do with TIG welding yielding the cleanest, most aesthetically-pleasing welds overall.

TIG welding runs either AC or DC power and does not consume its electrode. It gives the welder the most control as one hand holds the electrode, the other hand holds the filler rod, and a foot pedal modulates the amperage. Of course, this requires far more coordination than any other welding process.
If you drive stick, you should do fine!
With TIG welding, you can also drop the current very low to prevent blowing holes in the material. However, it’s a slower process, and the material must be very clean. TIG also works particularly well with aluminum—something either impossible or at least far more difficult with other welding processes.

Comparing MIG, TIG, and Stick Welding: A Chart!
We can summarize most of the basic details and characteristics of MIG, TIG, or Stick welding in this helpful chart:
| MIG | MIG Flux | TIG | Stick | |
|---|---|---|---|---|
| Good for | steel, stainless (75% argon) aluminum (100% argon) | steel, stainless | steel, stainless, aluminum (100% argon) | steel, stainless |
| Min. thickness | 24 gauge | 1/8-in. | 22 gauge | 1/8-in. |
| Speed | Fast | Fast | Slow | Medium |
| Quality | Good | Average | Excellent | Average |
| Tank/Gas | Yes | No | Yes | No |
| Equip. Cost | $$ | $ | $$$ | $ |
| Material Cost | $$ | $ | $$$ | $$$ |
| Difficulty | Easy | Easy | High | Intermediate |
Conclusion
Our goal in comparing MIG, TIG, and Stick welding didn’t set out to steer you in a particular direction arbitrarily. Rather, we wanted to help you understand the differences in costs, materials, and required skill levels. It also helps to understand the concept of shielding gases—particularly with respect to how they tend to fail outdoors in the wind.
Our “favorite” welds always tend to be TIG welds. That seems to be a true art form for those really adept at the process. Still, MIG welding has become very approachable—even for hobbyists looking to get started.
For those interested in becoming a welder by trade, you want to learn all three core processes. You also want to get very skilled at each. The best welders move from process to process when the job calls for it. Get your chops up, and all your welds will look clean regardless of whether you use the MIG, TIG, or Stick welding process.
Now, it’s time to get to work. Happy welding!